Co-gasification of palm kernel shell and polystyrene plastic: Effect of different operating conditions
Author: Shaharin Anwar Sulaiman - June 2020
Abstract
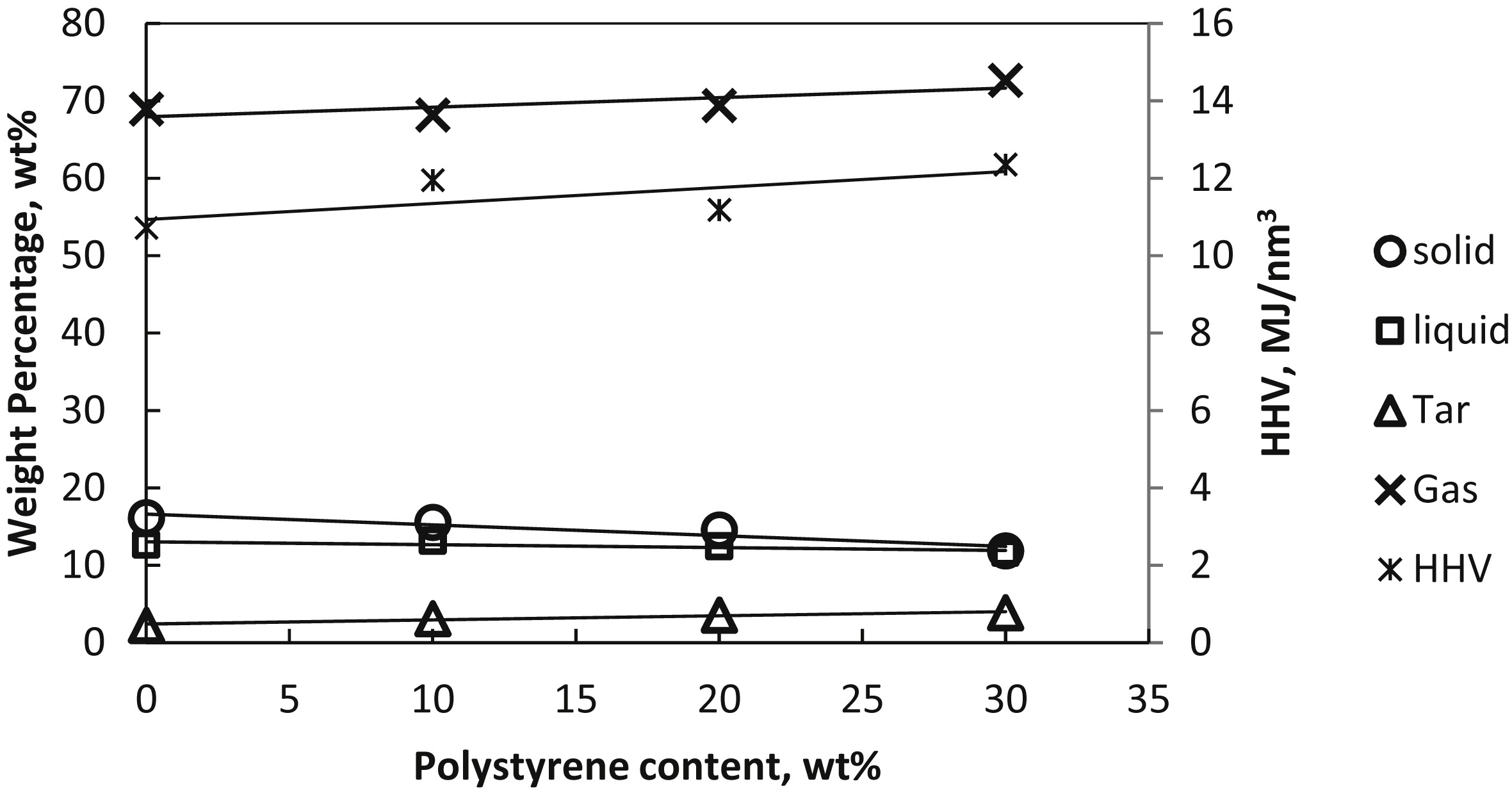
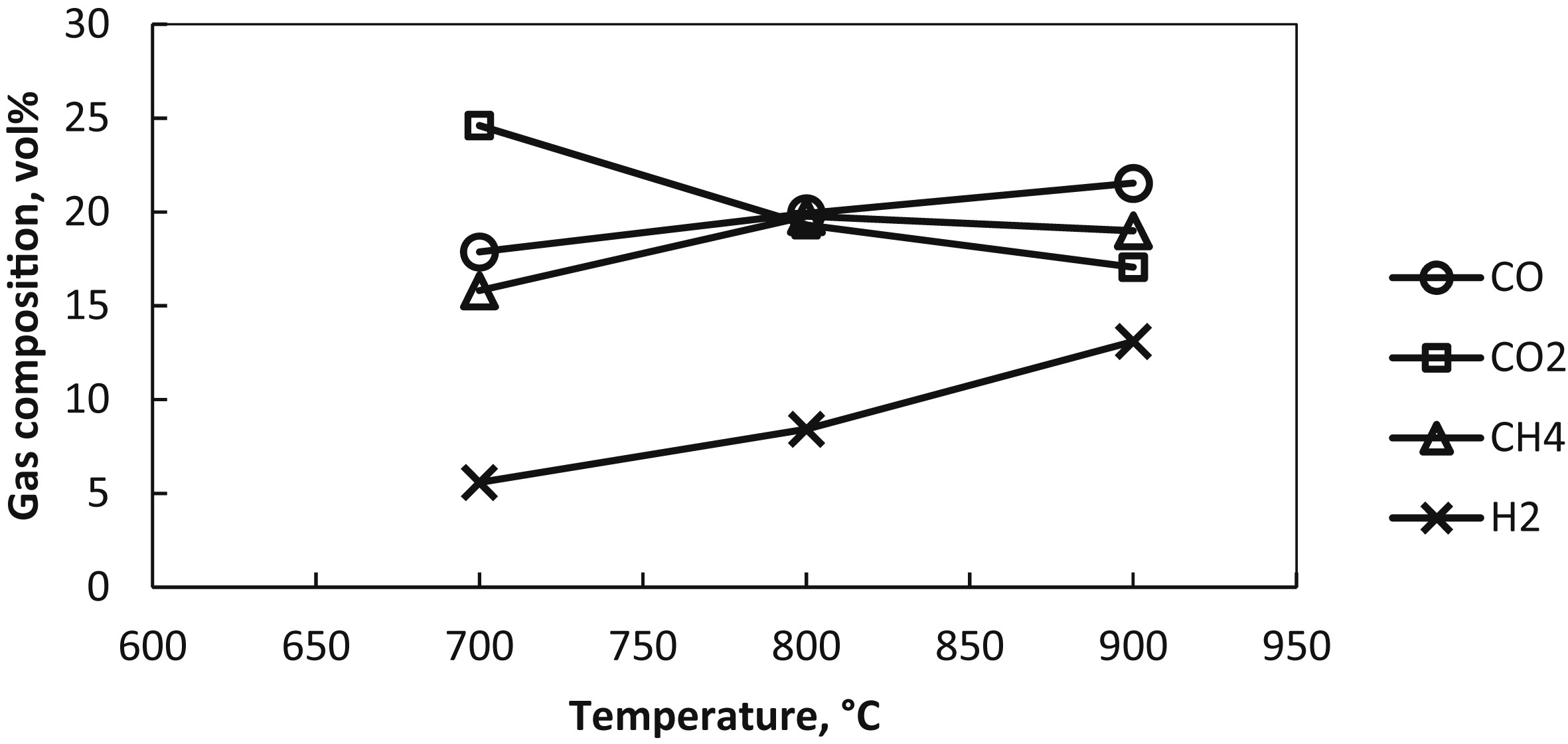
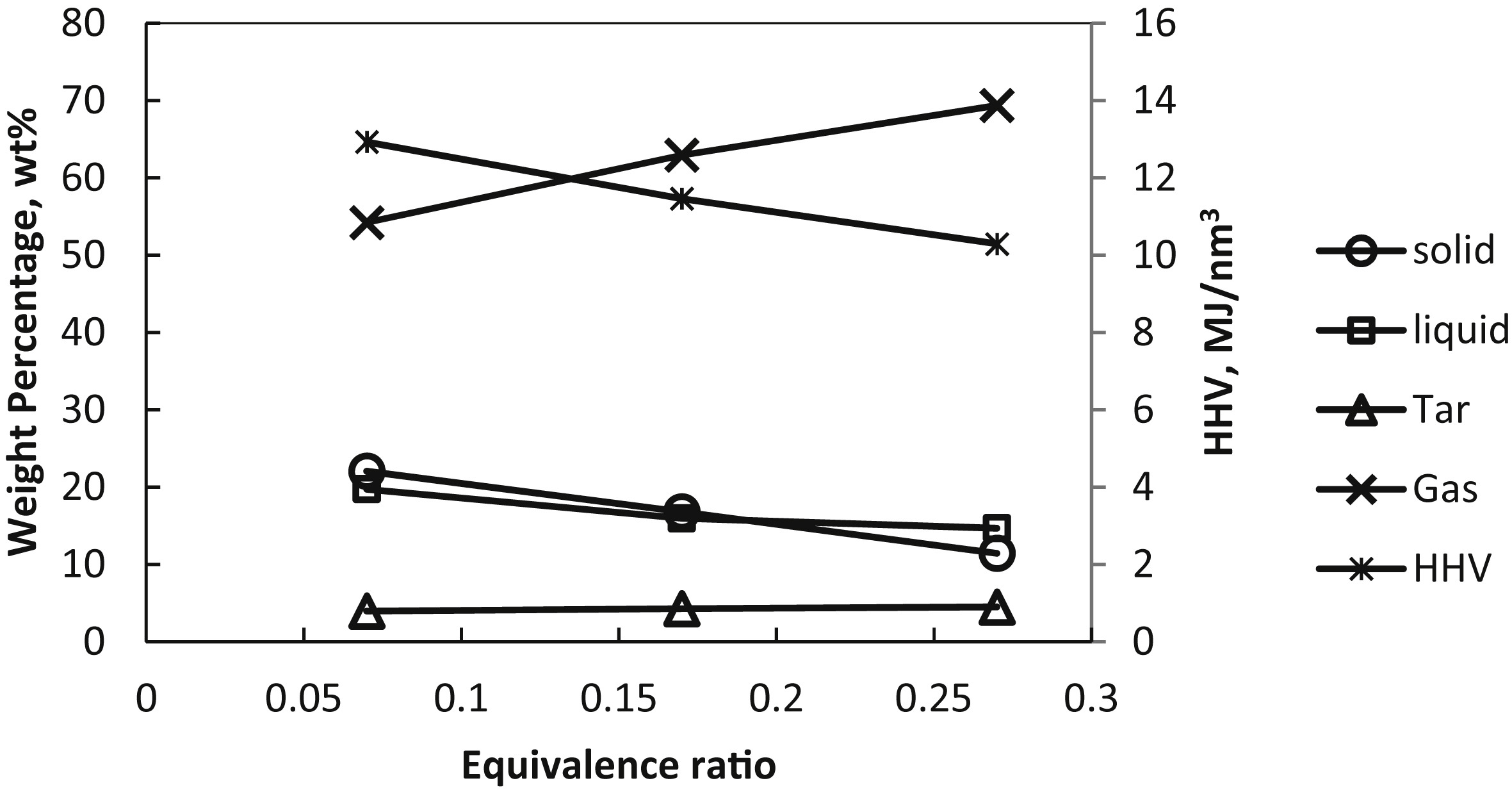
Palm kernel shell (PKS) biomass has great potential for power generation via gasification as it contains high energy content. However, abundant it may be, the source of PKS is scattered throughout the country, thus the consistency of feedstock supply may be hard to maintain. Co-gasifying with another source, such as plastics, can be seen as one of a solution to mitigate the supply chain problem. Polystyrene (PS) plastics have potential as a plastic feedstock because of its high domestic and industrial usage. As PS is also hard to recycle, using PS as a co-feedstock for gasification is a way for PS waste management. However, the study on the performance of air co-gasification of PKS and PS has not been done before. It is essential to investigate the performance before it is utilized in the real world. In this work, the performance co-gasification of PKS and PS with different operating conditions was investigated. The gasification experiment was done in an electrically heated downdraft gasifier with a diameter of 8 cm. The reaction temperature was varied from 700 to 900 °C, with the equivalence ratio varied from 0.07 to 0.27. The PS weight percentage of the total feedstock was varied from 0 to 30 wt%. It was found that the vol% of CO and H2 on the producer gas increased with temperature while reducing the vol% of CO2 and CH4. HHV and the amount of gas produced were also increasing with increasing temperature. Increasing ER reduced the HHV of the gas but increased the amount of gas produced. Adding more PS to the feedstock blend increased the percentage of the produced gas at 900 °C, however, at the lower temperature of 800 °C, the percentage of gas produced decreased with increasing PS wt%.
Methodology
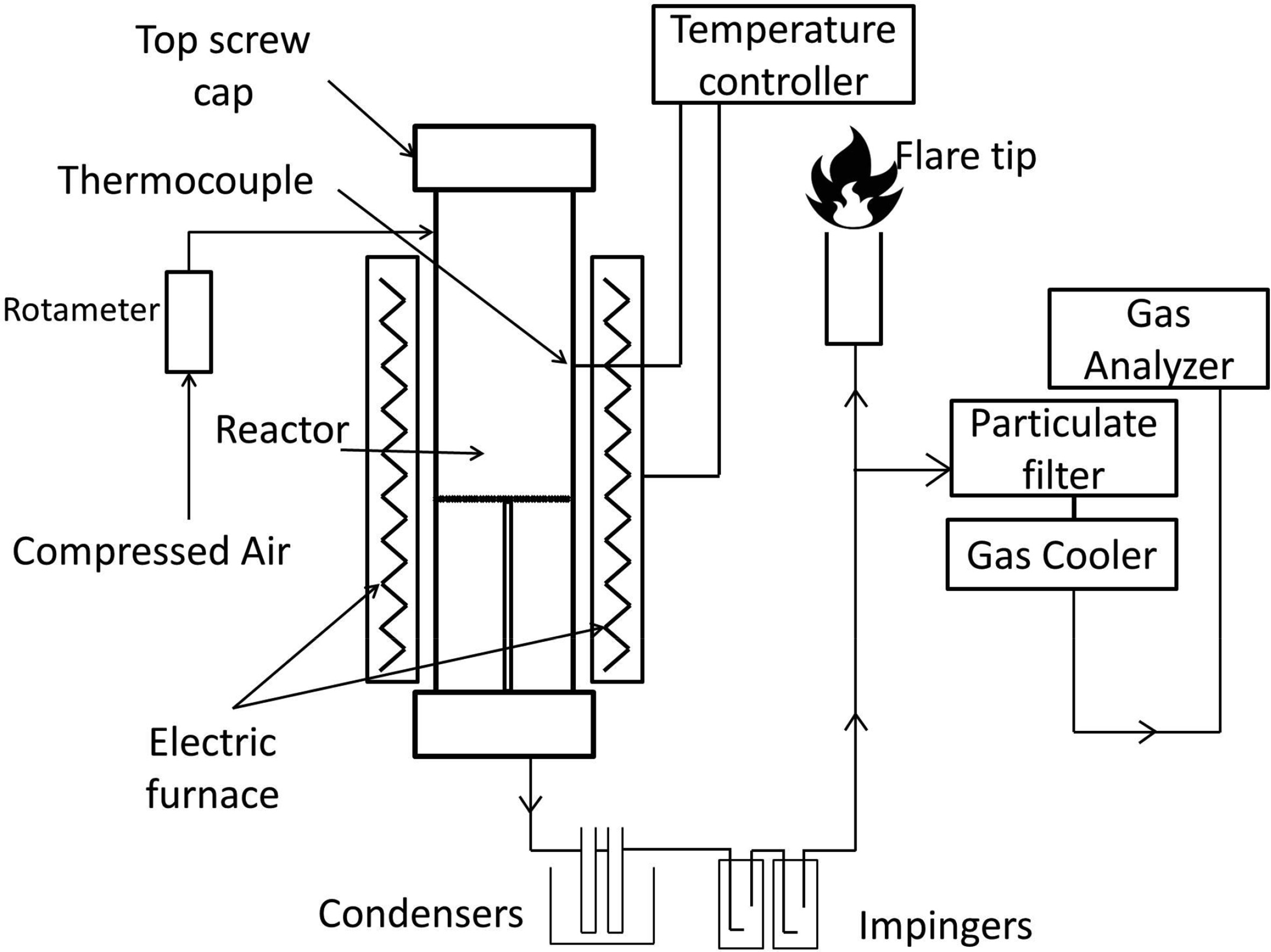
Fig. 1 shows the schematic for the gasification experiments. The reactor was an electrically heated batch downdraft gasifier. The cylinder-shaped gasifier reactor was made of stainless steel SS316, with a vertical length of 50 cm and a diameter of 8 cm. The reactor was first heated to the desired reaction temperature. The gasifying medium, air, was supplied to the reactor at the desired flow rate. Once the desired temperature was achieved, the pre-mixed feedstock was inserted manually into the reactor by first opening the top screw cap, and the feedstock was filled into the reactor, while the top screw cap was closed and tightened immediately. The product gas flowed through the condenser bottles for liquid yield measurement, and then through impinger bottles with solvents to capture the tar in the producer gas, and then to the flare point, where some of the gas was combusted. Part of the product gas was flowed to the gas analyzer system. The gas was then cooled at 5 °C, to remove condensates in the gas. The gas was then filtered further to a 0.5 µm ceramic filter to remove solid particulates. A pump system flows the gas with a constant flow rate of 1 ml/min to the Emerson-Rosemount Analytical X-Stream X2GP online gas analyzer, in which the volume percentage of CO, CO2, CH4 and H2 gases were analyzed. The experiment was stopped at the 10 min mark, as all of the feedstock had been consumed.
Impact & Benefits
Waste Reduction: Co-gasification allows for the utilization of both palm kernel shell and polystyrene plastic, which are typically considered waste materials. This helps in reducing the amount of waste sent to landfills or incinerators, contributing to waste management and environmental sustainability.
Energy Recovery: Gasification converts the organic materials into synthesis gas (syngas), which can be further processed to produce electricity, heat, or biofuels. By utilizing PKS and polystyrene plastic as feedstocks, co-gasification offers a way to recover energy from these materials, thus reducing the dependency on fossil fuels and mitigating greenhouse gas emissions.
Synergistic Effects: Co-gasification of PKS and polystyrene plastic may exhibit synergistic effects, leading to improved gasification performance compared to gasification of each material separately. This could result in higher syngas yields, improved gas quality, and better process efficiency.
Operating Flexibility: Different operating conditions such as temperature, pressure, residence time, and feedstock ratios can be adjusted to optimize gasification performance. This flexibility allows for the adaptation of the process to varying feedstock compositions and characteristics, maximizing syngas production and quality
Market Potential
Growing Demand for Renewable Energy: With the rising concerns about climate change and the depletion of fossil fuel reserves, there is a growing demand for renewable energy sources. Co-gasification of biomass and waste plastics offers a sustainable solution for energy generation, providing an alternative to conventional fossil fuels.
Waste Management Challenges: The increasing volumes of palm kernel shell waste and plastic waste pose significant challenges for waste management systems globally. Co-gasification presents an opportunity to convert these waste materials into valuable energy products, thereby addressing waste management issues while also reducing environmental pollution.
Regulatory Support: Many governments around the world are implementing policies and regulations to promote renewable energy and reduce greenhouse gas emissions. Incentives such as feed-in tariffs, renewable energy credits, and carbon pricing mechanisms can stimulate investment in co-gasification projects and create a favorable market environment.
Technological Advancements: Advances in gasification technology, process optimization, and catalytic conversion techniques have improved the efficiency and scalability of co-gasification processes. This enhances the economic viability of co-gasification projects and expands their market potential.