Catalytic co-gasification of coconut shells and oil palm fronds blends in the presence of cement, dolomite, and limestone: Parametric optimization via Box Behnken Design
Author: Shaharin Anwar Sulaiman - August 2019
Abstract
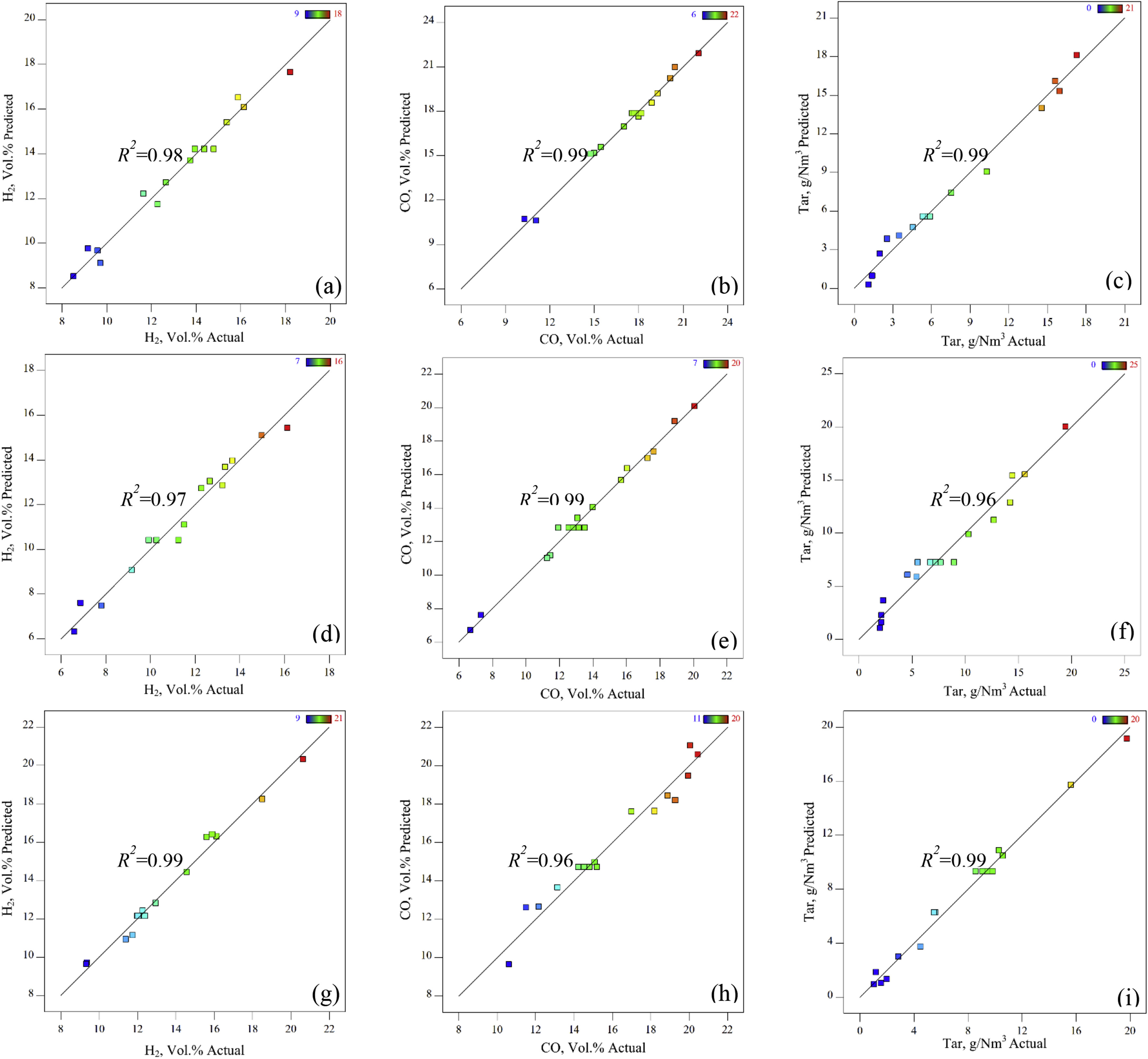
In this study, Response Surface Methodology (RSM) in combination with Box-Behnken Design (BBD) was used to optimize the temperature, catalyst loading, and blending ratio for a co-gasification process. The catalytic co-gasification of coconut shells (CS) and oil palm fronds (OPF) blends was performed in the presence of cement, dolomite, and limestone catalysts. A combined effect of temperature, catalyst loading, and blending ratio on production of H2, CO, and tar formation was investigated by using a BBD approach. The results showed the strongest influence of the process temperature on H2 and CO yield, and tar formation followed by the catalyst loading and blending ratio. A catalyst loading of 30 wt, process temperature of 900 °C and blending ratio of CS50:OPF50 were predicted as the optimized conditions for the reported co-gasification results. The highest H2 yield of 20.64 vol was produced during catalytic co-gasification of the blended biomass with limestone followed by the cement (18.22 vol) and dolomite (14.99 vol). Under optimized process conditions, lowest tar concentration of 0.87 g/Nm3 was obtained with limestone follow by the cement (1.42 g/Nm3) and dolomite (2.13 g/Nm3). However, the blending ratio did not affect H2, CO yield, and tar formation appreciably. Conclusively, the mixing ratio of CS and OPF would have a negligible role in controlling the process output.
Methodology
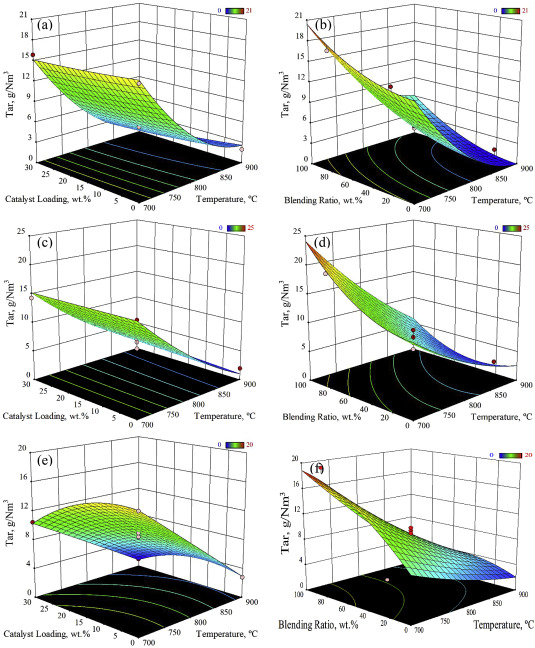
RSM in combination with standard BBD technique was used to develop the sequence of experiments for catalytic co-gasification by employing Statease Design Expert 11 software. It is an important empirical modeling technique. It is used to analyze the effective variables for optimization of their response to the desired outputs. This tool is capable of investigating the interaction and effect of variables on the desired response by statistical analysis. RSM develops a response surface between input and response variables to analyze the interactions of variables with each other. The optimum values of the variables were obtained from the response surface based on the desired outputs. Three input variables, namely, gasification temperature (A), catalyst loading (B), and blending ratio (C) were identified at three different levels by using BBD. The higher and lower boundaries of the input variables were determined based on the preliminary results and experimental the setup limitations. The effect of the input variables on H2 (vol%), CO (vol%), and tar formation (g/Nm³) is quantifies, as shown in Table 5. The ranges of the temperature, catalyst loading, and blending ratio were set to 700-900 °C, 0-30 wt%, 20-80 wt%, respectively. In Design Expert 11 3-factor-3-level Box-Behnken factorial design, total 17 experiments with 5 replications of the central point were conducted to evaluate the experimental error. The prominent feature of BBD is to avoid the perform of experiments under extreme conditions and minimize the combinations of factors.

Impact & Benefits
Resource Utilization: Coconut shells and oil palm fronds are agricultural wastes abundant in regions where coconuts and oil palms are cultivated. Utilizing these waste materials for gasification reduces environmental pollution associated with their disposal while creating value-added products.
Energy Production: Gasification converts organic materials into synthesis gas (syngas), which can be used as a fuel for generating electricity, heat, or as a feedstock for producing chemicals and fuels. This process provides a renewable energy source, reducing reliance on fossil fuels and mitigating greenhouse gas emissions.
Waste Management: By incorporating agricultural wastes into gasification processes, this approach contributes to effective waste management practices, reducing the burden on landfills and mitigating potential environmental hazards such as air and water pollution.
Catalytic Enhancement: The addition of catalysts such as cement, dolomite, and limestone can enhance the gasification process by promoting reactions, increasing syngas yield, and improving gas quality. This leads to higher efficiency and productivity of the gasification process.
Market Potential
Renewable Energy Demand: As the world shifts towards renewable energy sources to mitigate climate change and reduce dependence on fossil fuels, there is a growing demand for alternative energy sources such as biomass-derived syngas. The market potential for catalytic co-gasification depends on the demand for renewable energy and the willingness of industries and utilities to invest in biomass-to-energy technologies.
Regulatory Environment: Government policies and regulations play a significant role in shaping the market potential for biomass gasification technologies. Supportive policies, such as renewable energy targets, feed-in tariffs, carbon pricing mechanisms, and incentives for biomass utilization, can create favorable market conditions and stimulate investment in catalytic co-gasification projects.
Availability of Feedstock: The market potential for catalytic co-gasification depends on the availability and cost-effectiveness of feedstock such as coconut shells and oil palm fronds. Regions with abundant agricultural waste resources, such as tropical countries where coconuts and oil palms are cultivated, may have a higher market potential for biomass gasification projects.
Technological Advancements: Continuous advancements in gasification technology, catalyst development, and optimization techniques, such as Box Behnken Design, can enhance the efficiency, reliability, and cost-effectiveness of catalytic co-gasification processes. The market potential for these technologies is influenced by their ability to deliver competitive performance compared to other renewable energy options.