Research Progress on Powder Injection Molding in Malaysia-A Review
Author: Faiz Ahmad - December 2022
Abstract
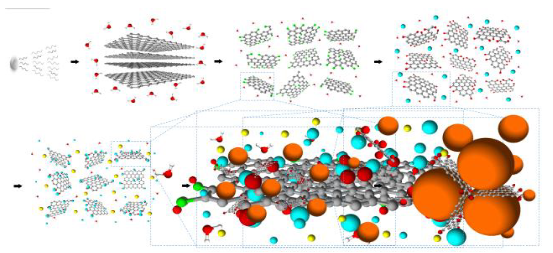
In this era, parts complexity, dimensional accuracy, and cost-effectiveness are one of the basic requirements of the modern industry. Most of the conventional manufacturing techniques have failed to fulfill the industry's needs. Powder injection molding (PIM) started in the early 70s, which is a combination of powder metallurgy and plastic injection molding that fulfills the gaps in conventional manufacturing techniques. In Malaysia, PIM was introduced by SIRIM Sdn Bhd Malaysia in late 2000. The latter few universities started working on PIM. Among all universities, the Advanced Functional Materials Research (AFM) group at Universiti Teknologi PETRONAS (UTP) started to work in 2008 under the direction of Prof. F. Ahmad and was decided to target various industries and their latest requirements. The work completed during the past 11 years has been published in various high-quality international journals, secure intellectual property (IP), i.e., trademarks, patents, a pre-commercialization grant from the government, one commercialization agreement, and signed a technology licensing agreement. They also worked on carbon Nanotube reinforced copper nanocomposite for thermal management and secured two patents. This project was commercialized for heat sink materials for LED Lights. The group is also working on controlling the orientation of fibers in the metal matrix to enhance thermal conductivity. Moreover, grafting graphene on metal oxide for its potential use as a radiation shielding material is one of the noble works. Currently, the group is working on the fabrication of soft magnetic material with enhanced permeability for potential use in hearing Aids, electric motors, and several other applications. Besides, bio-medical parts like a dental screw, biomedical material of 316L SS reinforced by nano Titanium and additive manufacturing by using ultra-fused BASF 316L SS parts made through FDM represent the scope of works in PIM.
Methodology
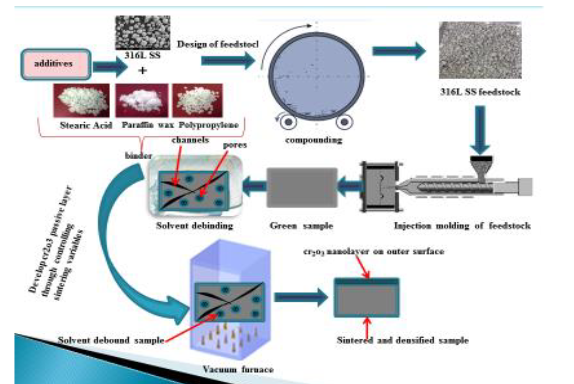
This study aimed to develop short carbon fiber reinforced copper matrix composites via PIM. Several types of feedstocks were prepared, and injection molded to produce green parts and sintered. Fiber orientation was controlled by controlling the flow pattern. The geometry of the mold was designed to achieve convergent flow and this design resulted in highly aligned short dispersion inside the Cu matrix was significantly improved. Thermal conductivities of Cu/MWCNTs nanocomposite with 10 vol.% MWCNTs sintered at 1050?C for 150 min showed the highest increase in thermal conductivity with an increase of 76% (581 W/m. K) compared to that of unreinforced sintered pure Cu (330 W/m. K). The coefficient of thermal expansion (CTE) of Cu/10 vol.% MWCNTs nanocomposites were reduced by 33% compared to that of pure sintered Cu. The modulus of elasticity of Cu/10 vol% MWCNTs nanocomposite was increased by 48% (124 GPa) compared to pure sintered Cu (84 GPa).
Impact & Benefits
Effects of cooling rate on shrinkage and densification Cooling rates have a profound effect on the shrinkage of materials in terms of densification. A higher cooling rate decreased the cooling time which caused a reduction in grain asize and porosity. The test samples sintered at higher temperatures, i.e., 1360 Celcius and 1380 Celcius the shrinkage was almost the same because higher sintering temperatures were mainly responsible for changing the morphology and location of the pores, which isolated them from the grain boundaries
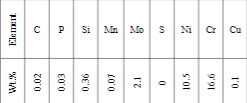
Effects of cooling rate on MicrostructureThe pores were irregular in shape and distributed across the grain boundaries as well as within the matrix. The SEM results show that at all temperatures with a cooling rate of 10 Celcius/min, there was less porosity as compared to those with a cooling rate of 5 Celcius/min. At this temperature, the pores were irregular in shape. The grains were well grown during the cooling rate of 10 Celcius/min, which reduced the porosity. The difference in the grain growth and the reduction in porosity. The XRD results showed that there was no carbide phase detected with a post-sintering cooling rate of 10 Celcius/min. The structure was FCC austenitic. It was found that the carbon content was reduced from 0.00636 % to 0.00374 %, which was present in the form of traces and the higher post-sintering cooling rate provided insufficient time for carbide formation
Effects of sintering parameter on tensile strengththe tensile strength value at different sintering temperatures and post-sintered cooling rates. The maximum tensile strength value of 501MPa with a good combination of elongation was achieved at 1325 Celcius with a cooling rate of 10 Celcius/min.
Effects of Cooling rate on Corrosion rate he corrosion rate was measured after immersion of test samples in Ringer's solution for 30 days. The weight loss measurement was performed according to ASTM G-01 and ASTM F746-87.
Market Potential
Sintering Parameters Significantly Affect Properties:The study demonstrates that sintering parameters have a significant impact on mechanical, microstructural, and corrosion resistance properties of the samples.
Physical and Mechanical Properties:The optimized sintering parameters result in a maximum sintered density of 96% and tensile strengths of 501MPa. These properties are crucial for assessing the material's performance in various applications.
Microstructure Modification:The microstructure analysis reveals that increasing the post-sintered cooling rate reduces porosity, and higher sintering temperatures result in round, isolated pores distributed within the matrix. These modifications contribute to the overall material integrity.
Corrosion Resistance:Corrosion data, measured by the weight loss method, indicates a minimal corrosion rate of 0.17 mpy (mils per year). Additionally, there is minimal leaching of metal ions, suggesting good corrosion resistance properties.