The Study of Corrosion Behaviour of Intumescent Fire Retardant Coating with Structural Steel Substrate
Author: Faiz Ahmad - September 2018
W. C. Puspitasari, Sami Ullah, M. Rafi Raza, P. Hussain, P.S.M. Yusoff,and Yasmin, Azmi
Abstract
The aim of this work is to study corrosion behaviour of intumescent coating and the primer on steel substrate before and after a fire test. The coated steel substrates were subjected to fire in a furnace at 950 °C for a variable duration ranging from 30, 45, 90 and 120 min. All coated steel substrates were also subjected to corrosion test by immersing them in 5% NaCl solution, for 15 min and three months duration using Electrochemical Impedance Spectroscopy (EIS). The specimen's impedance before fire test and before immersion was 4.37x108Ω cm2. After 15 min exposure to NaCl, this value was reduced by 26, 53, 60 and 65% for specimens fired for 30, 45, 90 and 120 min, respectively. Further reduction in the impedance by 97.6, 97.8, 97.9 and 98.9% for samples fired for 30, 45, 90 and 120 min, respectively, were measured after three months in 5% NaCl immersion.
Methodology
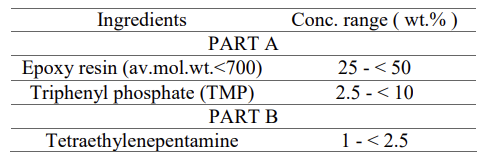
The commercial intumescent coating and the primer coating were supplied by International Paint Sdn Bhd Pasir Gudang, Johor Akzo Nobel Malaysia. The commercial coating is reinforced epoxy intumescent fireproofing, suitable for the protection of steel, aluminum, and others from cellulosic and hydrocarbon (pool and jet) fires. A good primer coating is the one which satisfies its qualification procedure from International Coatings. Intergard 251 is zinc phosphate based primer coating used in this study. A two-component epoxy, anti-corrosive primer pigmented with zinc phosphate was used on the steel substrate. The detailed chemical composition of the coating and primer is given in Table 1 and 2, respectively.
Impact & Benefits
Reduced Corrosion: By providing enhanced corrosion resistance, the coating helps protect structures and machinery from the damaging effects of acidic environments. This reduces the need for frequent replacements and repairs, thereby decreasing the environmental footprint associated with manufacturing and disposing of corroded materials.
Cost Savings: The coating's effectiveness in resisting fire and corrosion can lead to substantial cost savings in maintenance, repairs, and replacements. This is especially important for industries like power generation, chemical processing, and transportation, where such costs can be significant.
Fire Resistance:The coating's fire-resistant properties enhance the safety of industrial facilities and infrastructure, reducing the risk of catastrophic failures and accidents.
Enhanced Durability: The coating significantly increases the durability of materials exposed to harsh conditions, such as high temperatures and corrosive environments. This is evidenced by the substantial impedance values even after prolonged exposure to NaCl and fire.
Multiple Applications: The coating can be applied to a wide range of materials and structures, making it versatile for use in various industries, including construction, automotive, aerospace, and marine.
Technological Advancement: Adoption of such an innovative coating positions companies at the forefront of technological advancements, potentially giving them a competitive edge in their respective markets.
Findings/Figures and Research Data
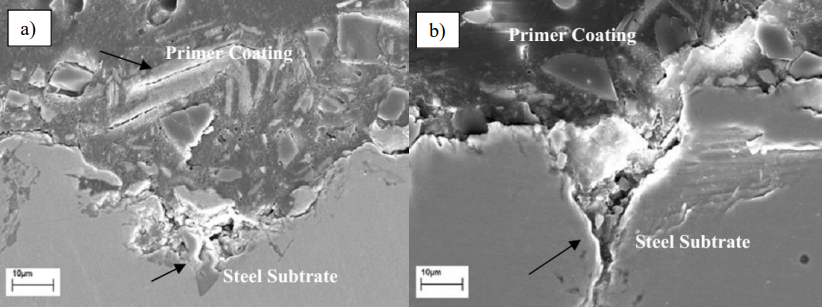
Figure 12(a) shows the surface degradation of intumescent coating and primer coating after fire test might be the reason for the decreasing of the coating performance. The arrows indicate the coating structure has failed even before immersion in the electrolyte solution. The evidence of crack of the coating and the corrosion occurred after three months' immersion in NaCl is shown Figure 12(b). The dramatic decrease in impedance is due to the primer coating failed to protect the steel by letting the steel surface to be corroded. This Figure also shows that the jagged surface could be a high-risk location for pitting corrosion. The three months' immersion in NaCl proves that water uptake could break down the adhesion bonding between intumescent coating, primer coating, and steel substrate. The resistance of the coating changes during exposure due to the penetration of electrolyte into the microspores of the coating [34].
Market Potential
Industrial Applications: Industries such as steel, mining, and power generation (especially coal-fired power plants) are major sources of acidic contaminants and would benefit from such coatings.
Infrastructure: Structures exposed to harsh environmental conditions could use these coatings to extend their lifespans.
Environmental Regulations: Increasingly stringent regulations on emissions and environmental impact could drive the adoption of more advanced protective coatings.
Cost Savings: By reducing maintenance costs and extending the lifespan of equipment and structures, the return on investment for such coatings can be significant.