Performance Analysis of Enhanced 3D Printed Polymer Molds for Metal Injection Molding Process
Author: Faiz Ahmad - June 2018
Khurram Altaf,Junaid A. Qayyum,A. Majdi A. Rani, Puteri S. M. Megat-Yusoff,Masri Baharom,A. Rashid A. Aziz,Mirza Jahanzaib, Randall M. German
Abstract
Conventionally, molds for metal injection molding (MIM) process are fabricated using metallic materials using conventional machining processes. Machined metal molds are resilient and therefore could be suitable for mass production of MIM parts. However, with the process of mass production leading to permanent hard tooling, the design is subjected to rigorous testing and iteration before finalization. During design analysis and the iteration process, the demand for MIM parts (part demand) is at low-volume. Therefore, machined metal molds could be costly and time consuming for low volume and customized end-use products. 3D printed molds could be a suitable choice for MIM production for such applications. The present study compares the performance of Fused Deposition Modelling (FDM) 3D printing (3DP) process made polymer molds with an aluminum mold for potential use in MIM process. It was observed that 3DP molds could successfully be used for a limited number of MIM cycles.
Methodology
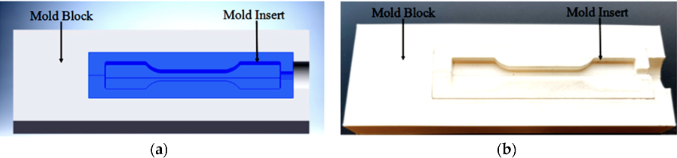
The mold insert was housed in the mold block to produce the mold assembly. Complete mold assembly was produced through FDM process using polymer materials. The mold block was made of ABS filament, whereas two mold inserts were made of ABS and nylon each. This configuration facilitates the changing of mold insert while keeping the same mold block. In case the mold insert has undergone some distortion after a number of MIM cycles, it could be replaced in the mold block. A cover plate was fabricated and placed on the top of mold block with an aluminum plate fixed in the cover plate to assist feedstock flow and heat dissipation from the feedstock. Enhancements in surface and design of mold inserts were made to reduce adhesion of feedstock with the mold wall and to facilitate the part release. Surface was enhanced through copper plating, whereas design was enhanced by making mold insert as split into two halves. Materials for surface enhancement included acrylic acid, hydrochloric acid, copper sulfate, Phenyl-amine-dihydrogen-chloride, ammonium hydroxide, sodium hydroxide, sodium nitrite, sodium borohydride, and sodium tartrate. Figure 1a,b show the Computer Aided Design (CAD) model and FDM mold block with insert.
Impact & Benefits
Time and Cost Efficiency: The article highlights how traditional metal molds are time-consuming and costly to produce. By using RT, especially 3D printed polymer molds, the process becomes faster and more cost-effective. This efficiency is crucial for industries facing tight production schedules and budget constraints.
Low-Volume Production: The ability to quickly produce customized molds using RT is beneficial for low-volume production runs and prototypes. This flexibility allows manufacturers to meet specific customer needs without the high costs and delays associated with traditional mold making.
Innovative Materials: The research discusses the use of advanced materials like iron-infused nylon and other composite filaments, which enhance the strength and heat resistance of 3D printed molds. These advancements make RT more viable for MIM applications.
Optimized Manufacturing Cycles:By integrating product development and process development cycles, the use of RT helps optimize the overall manufacturing process. This integration ensures that design validation and analysis are conducted efficiently before committing to permanent hard tooling.
Waste Reduction: The additive manufacturing processes used in RT generate less waste compared to traditional subtractive methods, contributing to more sustainable manufacturing practices.
Findings/Figures and Research Data
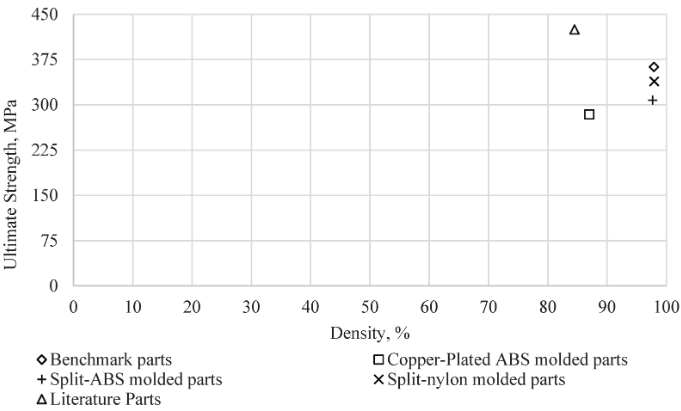
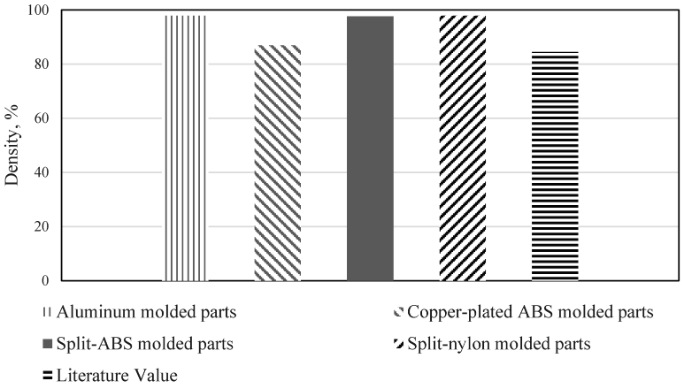
The MIM parts made through copper-plated ABS mold showed brittle fracture. The part fracture was observed at 284 MPa, compared to the benchmark fracture value of 386 MPa. However, this value is still comparable with some previous powder metallurgy studies, which reported fracture at 290 MPa [24]. Variation in densification could be the reason that the difference appeared in the ultimate strength of copper-plated ABS molded MIM parts, compared to benchmark parts. The densification percentage of 87 in parts molded through copper-plated ABS mold insert was potentially attributed to the relatively rough surface of the plated mold. As the surface roughness increases, the densification is lowered, and thus the mechanical strength decreases.
Market Potential
Low-Volume, High-Customization Needs:The ability to quickly produce customized molds using RT is particularly valuable for low-volume production runs and prototypes. Traditional metal molds are costly and time-consuming to produce, making them less feasible for these applications. RT can address this gap efficiently.
Reduced Lead Times:RT significantly reduces the time required to produce molds, from several weeks or months with traditional methods to just days. This acceleration is crucial for industries needing to quickly respond to market demands or innovation cycles.
Material Innovations:The development of composite filaments, such as iron-infused nylon and other enhanced polymers, has expanded the capabilities of RT. These materials improve the strength and heat resistance of 3D printed molds, making them more viable for MIM applications.
Medical and Dental Devices:These industries often require highly customized parts in small quantities, making them ideal candidates for RT.
Reduction in Waste:RT processes generate less waste compared to traditional machining, aligning with the growing emphasis on sustainable manufacturing practices.