Improved fire resistance of boron nitride/epoxy intumescent coating upon minor addition of nano-alumina
Author: Faiz Ahmad - December 2020
Eza Syahera B. Zulkurnain, Sami Ullah, Abdullah G. Al-Sehemi, Muhammad Rafi Raza
Abstract
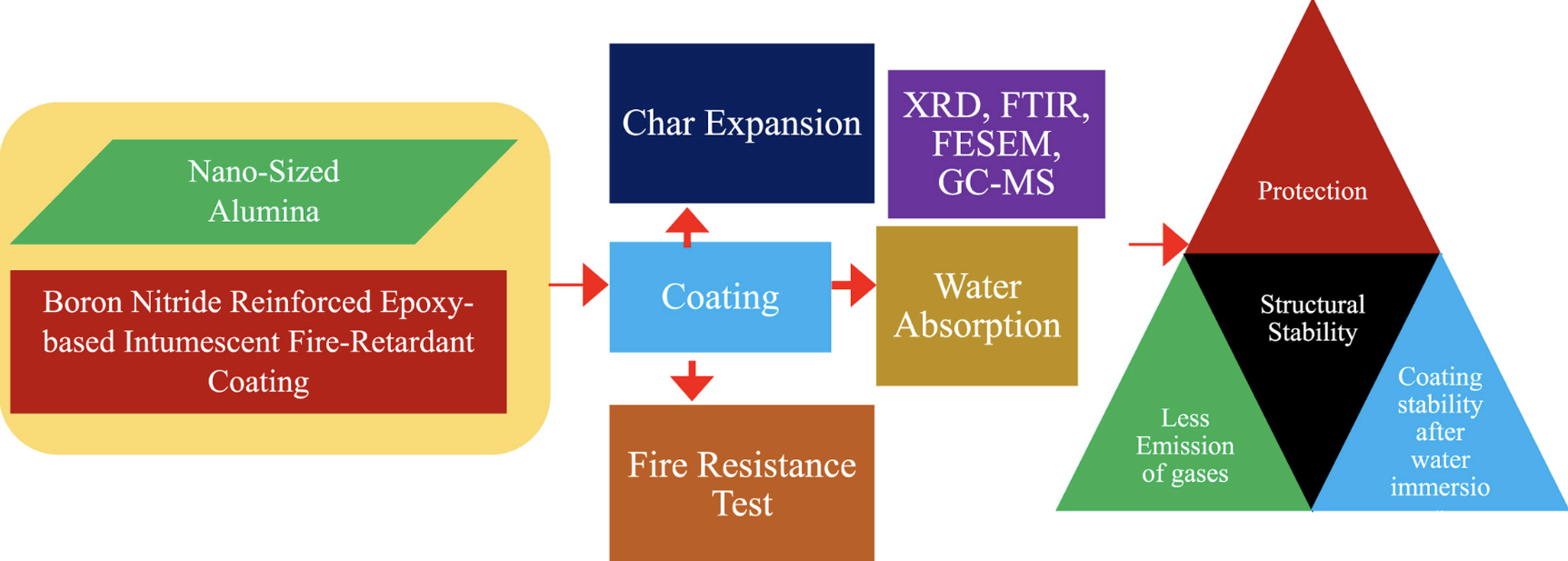
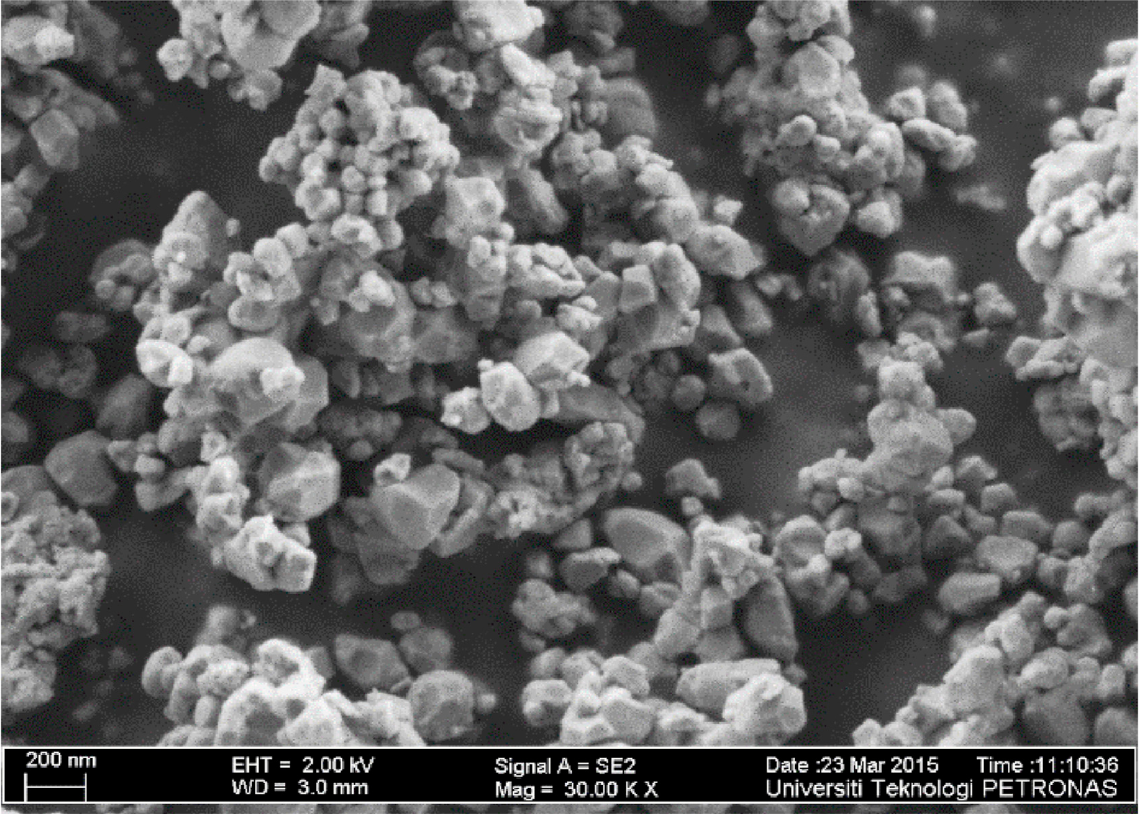
This study presents the fire resistance results of incorporating nano-sized alumina in boron nitride reinforced epoxy-based intumescent fire-retardant coating. Structural steel substrates were coated with the developed coating and exposed at 800 °C for 2 h for furnace fire test to examine the char expansion and morphology. The fire-resistance of the coating was tested by heating the coated substrates using a Bunsen burner for 1 h. The coated substrates were tested for water absorption followed by a fire-resistance test. The furnace fire test showed that boron nitride-alumina (BNA-1) reinforced with 0.1 wt% of nano-sized alumina resulted in 45% higher char compared to boron nitride-alumina reinforced with 0.4 wt% (BNA-4) and boron nitride-alumina reinforced with 0.5 wt% (BNA-5). The increased amount of alumina improved the mass of the char. The lowest substrate temperature of 137 °C was recorded by BNA-5 with a maximum char mass of 43.89 wt%. This was considered due to formation of aluminum oxide and aluminum phosphate on the char surface, reduced char pore size, and increased amount of alumina in the gas emission. X-ray Diffraction (XRD) analysis found boron phosphate, boron nitride, and phosphoric nitride compounds were reliable in protecting the substrate at high temperature. The functional groups of char compounds were observed by FTIR. FESEM micrographs showed the presence of nano-sized alumina. XPS results also suggest that nano-alumina may react with boron nitride and ammonium polyphosphate additives, producing aluminium nitride, boron oxide, and aluminium phosphate that are beneficial to the intumescent process and fire-resistant performance. Pyrolysis GC-MS results showed reduced emission of gaseous product in BNA-5. This concluded that the addition of 0.5 wt% alumina in BNA improved char morphology and increased char mass. No changes in the microstructure and hardness of the substrate were observed after the fire test. The fire resistance of the water-immersed samples showed a small increase in substrate temperature which was within the acceptable range for structural safety.
Methodology
A bench top ring mill (Rocklabs) was used to mix the coating ingredients for 60 s, followed by mixing with EG and inorganic nano-filler for another 30 s according to a previously published article [36]. A universal BDC3030 overhead stirrer (Caframo) was used to homogenize the epoxy, hardener, and the mixture of coating ingredients at room temperature at 40 rpm for 30 min. The developed coating was applied on the steel substrates in two sizes of 5 cm x 5 cm x 0.15 cm and 10 cm x 10 cm x 0.15 cm, respectively. Prior to coating, the substrates were sand-blasted, and the average surface roughness was maintained Ra 2.0-2.5 to ensure good bonding with the coating and resulting char. The coated substrates were left for one week at ambient conditions to ensure complete curing. The intumescent coating thickness was measured using PosiTector 6000 FS1 (DeFelsko) before the fire test to quantify the char expansion.
Impact & Benefits
Enhanced Fire Safety: The primary impact is the significant improvement in fire safety for buildings. Fire-resistant constructions and coatings provide critical passive protection that does not rely on mechanical or human intervention, ensuring consistent and reliable performance during a fire.
Reduced Fire Damage: By minimizing the spread of fire and reducing its intensity, these advanced materials limit structural damage. This not only helps in preserving the integrity of buildings but also reduces the overall economic losses associated with fire incidents.
Longer Evacuation Time: The use of fire-retardant materials significantly extends the time available for occupants to evacuate safely during a fire, thereby reducing casualties and injuries.
Improved Thermal Stability: Intumescent coatings, particularly those reinforced with fillers like nano-sized boron nitride and alumina, exhibit excellent thermal stability. This ensures that substrates remain protected at high temperatures, maintaining their structural integrity.
Enhanced Material Performance: The incorporation of fillers such as metal oxides (e.g., Al2O3, TiO2) and hexagonal boron nitride improves the overall fire resistance characteristics of coatings. These enhancements include better char formation, reduced flammability, and improved adhesion to substrates.
Findings/Figures and Research Data
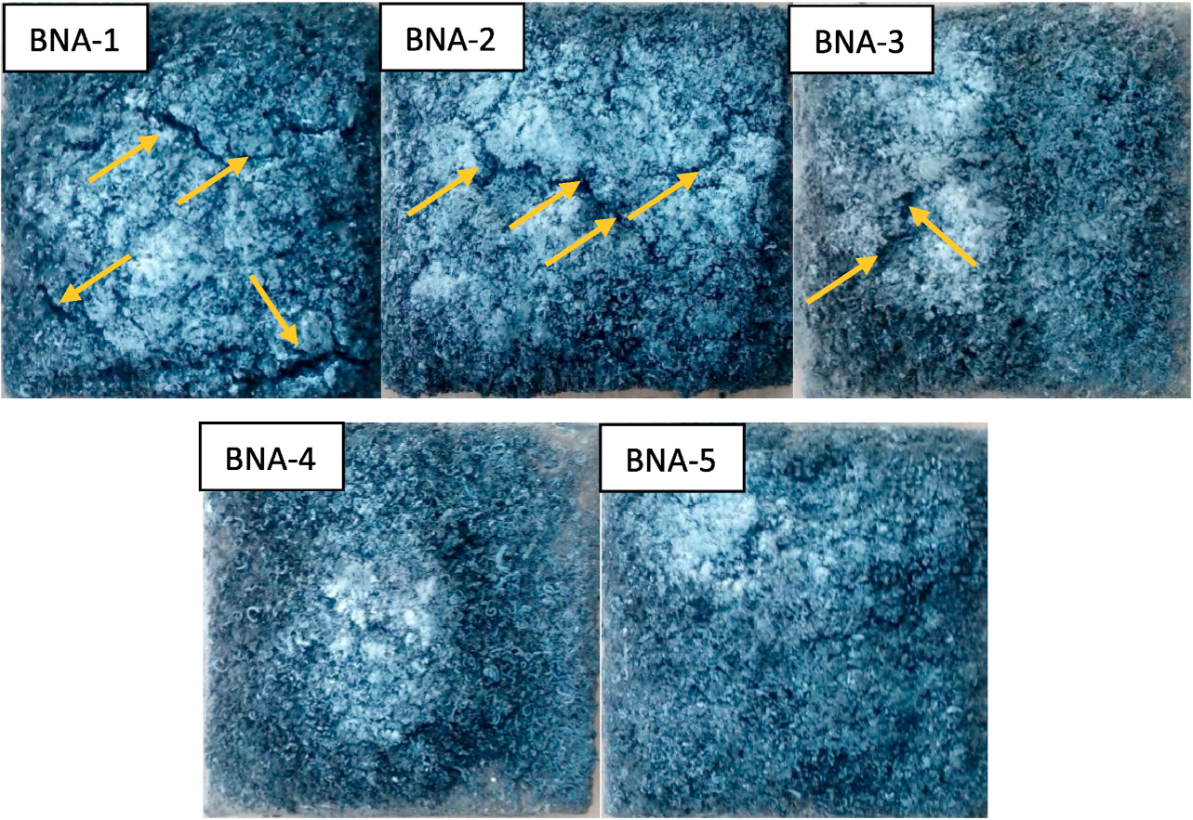
Heat insulation test was conducted on the coating test samples to investigate the effects of heat penetration to the substrate. Fig. 3 demonstrates the temperature profile for the coated steel samples exposed to flame during the Bunsen burner fire test. The resulting char after 60 min exposure of coated substrate is shown in Fig. 4. The final temperatures of the backside of substrate recorded for BNA-1, BNA-2, BNA-3, BNA-4, and BNA-5 were 176 °C, 165 °C, 161 °C, 158 °C, and 137 °C after 60 min, respectively, are shown in Fig. 3. BNA-5 (0.5% alumina) had the lowermost substrate temperature during this test. Ahmad et al. [36] reported that from the 60 min fire protection test on the coatings, BN-4 obtained the backside substrate temperature with a maximum value of 140.2 °C. Ullah et al. [38] reported a substrate temperature of 257 °C after 60 min of fire test for an intumescent coating reinforced with 5% kaolin clay. This study showed that the addition of nano-alumina developed good synergy with boron nitride and effectively reduced the substrate temperature.
Market Potential
Regulatory and Safety Standards: Increasingly stringent fire safety regulations and building codes worldwide necessitate the use of effective fire protection systems. This regulatory pressure drives the demand for fire-resistant materials and coatings.
Awareness and Adoption of Safety Measures: Growing awareness about fire safety among consumers, builders, and policymakers boosts the demand for advanced fire protection solutions.
Technological Advancements: Innovations in fire-retardant materials, such as the development of nano-sized boron nitride-based intumescent coatings, enhance the efficacy of fire protection systems, making them more attractive to potential buyers.